AM knowledge hub
Design for Additive Manufacturing
To harness all of 3D printing’s advantages, you need to design intentionally for the technology. Unlock your applications’ maximum potential with our design for additive manufacturing resources.

Watch our AM masterclasses
The Impact of Design on Polymer AM Technologies
AM part performance begins with design. Dries Vandecruys, our Engineering Services Manager, explains how to overcome limitations with design freedom and why AM rewards smart design.
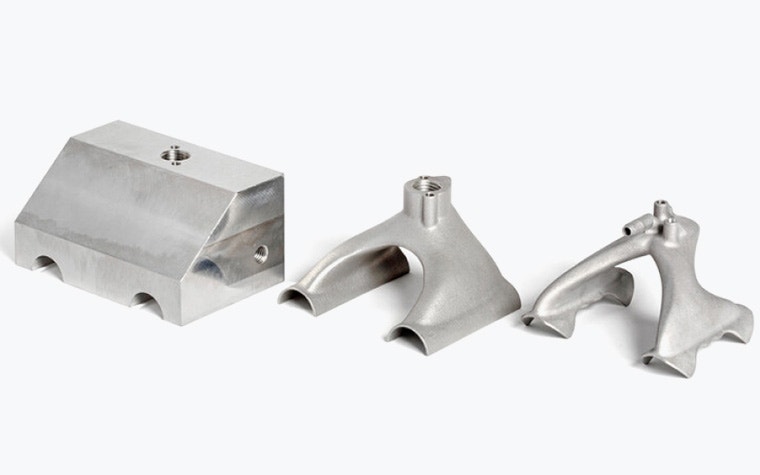
Redesigning and Optimizing Parts for Selective Laser Melting
Design Engineer Benjamin von Söhnen teaches you how to overcome SLM's design challenges, meet 3D printing requirements, respect restrictions, and consider cost drivers with an FEA-based approach.
Training courses
Browse our training courses to level up your skills in design for additive manufacturing.

An ideal introduction to industrial 3D printing. An AM expert will guide you through the basics of the most popular technologies, plus when and where it makes sense to print your parts.

Discover various methodologies and workflows for working with polymers, plus gain insight into the cost savings, integrated functionality, and increased performance associated with design for additive manufacturing (DfAM).

Join one of our experts as they guide you through the basics of metal 3D printing and when manufacturing parts with this technology makes technical and business sense.
Design guidelines
We’ve compiled our trusted tips and tricks to give you a running start. If you’re wondering whether a material allows for interlocking parts or embossing, or if you want to avoid common design mistakes, the answers are all here.
Get inspired
Our articles, case studies, whitepapers, and more will inspire you to find the right application for your industry and get the most from 3D printing.
You might also like
Fast-track your additive manufacturing knowledge with our educational resources on series production, metal 3D printing, software, and more.
Discover various 3D printing technologies and materials and how you can find the right combination to get more from your projects.
Browse our upcoming training sessions to find the format, language, and topic that works for you.