

DESIGN GUIDELINES
TuskXC2700T
Wall thickness

In 3D printing, wall thickness refers to the distance between one surface of your part and the opposite sheer surface. A part made using stereolithography has a minimum wall thickness that is dependent on its overall size.
As a guide, we suggest that you increase your wall thickness whenever you scale up your design to a larger size. Small objects, where the sum of dimensions is below 200 mm, need a minimum wall thickness of 1 mm. For medium-sized parts where the sum of the x, y and z dimensions is between 200 mm and 400 mm, the minimum wall thickness is 2 mm. For larger parts, a wall thickness of 3 mm is a must.
Surface quality and orientation
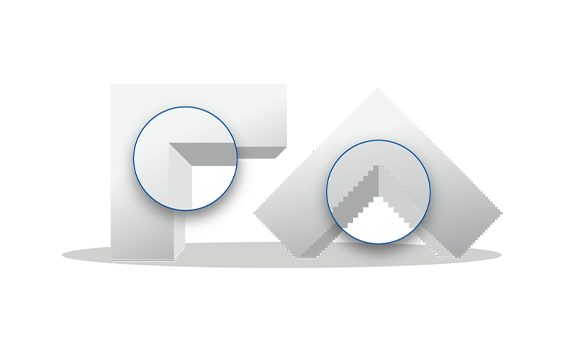
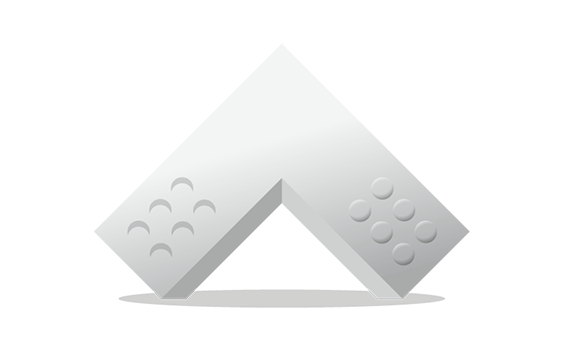
Many of the characteristics of your 3D print will depend on the stereolithography process. Because your part will be printed layer by layer, the orientation on the build platform will influence the surface quality and strength. In the illustration, you can see two examples of the same part built in two different orientations.
The horizontally printed part clearly shows evidence of the “staircase” effect of the printing process. Its surface will be similar to that of a topographic map. If the part is printed vertically, the surface quality will be better.
Think about which surface needs to have the best finish and choose the orientation accordingly when printing.
Hollowing
If possible, try to hollow out your part. In doing so you can avoid extra charges and shrinkage issues in the thicker sections. You can read about the appropriate wall strength recommendations in the section on wall thickness above.
When you hollow out your part, our production team will need to integrate one or more drainage or escape holes. Usually, these are placed at the lowest point(s) of your part once it has been oriented and positioned on the build platform.
These holes ensure that the pressure of the liquid resin inside and outside your part remains at the same level. This prevents the deformation of your design. Uneven pressure can be compared to a glass of water filled to the brim: the liquid bulges at the edges and as a result, the laser scans too much material, causing your part to deform.
Secondly, the holes will be used to remove the excess resin inside the part once the printing process has been finished and your part has been removed from the 3D printer. Your part can then be emptied, cleaned and cured in a UV oven to achieve optimal strength. If the drainage holes were not present, the liquid resin would stay trapped.
As the position of the drainage holes depends on the orientation, our specialized production team need to decide where to place the holes. Wherever possible they will place the holes on the surface that is the least visible or that is easier to fill afterward.
You can, of course, include holes in your design yourself if you want them to be in a specific location. However, it’s possible that our team may need to add extra holes depending on the print orientation.
Some hollow parts require support material on the inside to reinforce the structure. This support structure might not be removed if we cannot access it. For more information take a look at the section on internal support further below.
Support
The stereolithography process takes place in a tank with liquid resin. Therefore, parts need to be attached to the supporting platform to prevent them from floating away. This attachment is referred to as “support” and is required for all parts built using stereolithography. In addition to keeping the part in place, supports also make it possible to construct overhanging elements.
Rule of 30°

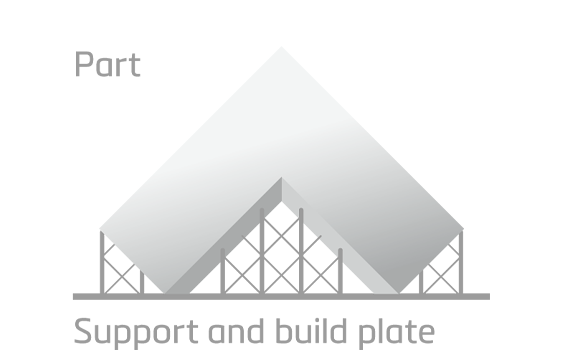
The illustration shows when a part will need support. The “self-supporting” or “safe” zone does not require any support to print the part. For most parts, this area ranges from 150° to 30°. When designing an object you would like to print in resin, keep this safe zone in mind if you are concerned your part will require support to be constructed.
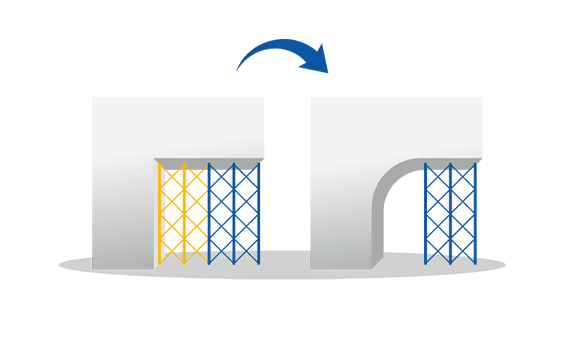
External support
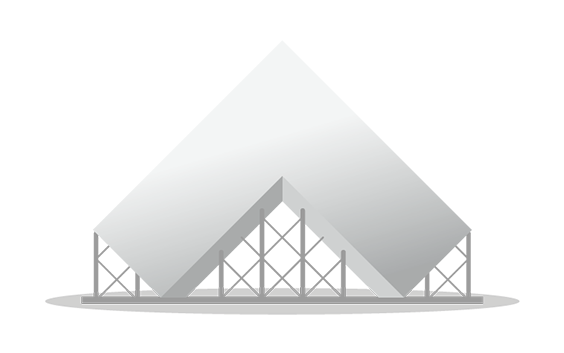
To keep your part in place and prevent it from collapsing while being printed, it needs to be supported if it has sections narrower than 30°. For example, in the illustration, the bottom of the part needs to be supported because it is narrower than 30°. The rest of design does not need extra support because it is wider than 30°.
Internal support

The 30° rule also applies to the inside of the part. Any part with an interior section narrower than 30° needs to be supported. For example, in the illustration, the top part of the interior needs to be supported to prevent it from collapsing during the printing process. As you might suspect, the removal of internal supports is far more difficult than that of external supports because they are usually less accessible by hand.
There are usually two methods for the removal of internal support. The easiest option is to split your hollow design into two parts. This option will result in a design with an obvious seam or so-called split line. The other option is to include a large hole so that the inside can be accessed. This option is not possible with very complex forms, so in that case, multiple holes need to be implemented. The diameter of the hole should be 10 mm or higher. The larger the hole(s), the better the chances that the internal support can be successfully removed.
Avoiding support
A great way to avoid support is by applying a fillet, which can solve the issue in most cases. However, be aware that horizontal surfaces will still need support if they stick out more than 2 mm.
Embossed and engraved details
For engraved text or surface details, we recommend letters with a minimum line thickness of 0.5 mm and a depth of 0.5 mm. For embossed text and surface details, we recommend letters that have a line thickness of at least 0.5 mm and a depth of at least 0.5 mm.
File requirements

We accept file formats STL, 3DS, 3DM, OBJ, WRL, MATPART, STP, SKP, SLDPRT, STEP, CATPART, IGES, MODEL, MXP, and MGX on Materialise OnSite.
As well as the need to respect these file formats, there are also constraints related to the content of those files. To deliver the best possible quality and ensure traceability, we only allow one model per part to be ordered via our online platform OnSite.
This means per file, there can only be one shell. If there are multiple shells in one file, we will only process it as it is recognized as one model or part meaning that the shells are intersecting or interlocking each other (if applicable see the technical specifications below). Otherwise your part will not be processed correctly.
Technical specifications
| Maximum part dimensions | 2,000 x 700 x 788 mm 1,100 x 690 x 590 mm (online orders) 100 x 100 x 100 mm (Fast Lane orders) |
| Standard accuracy | ±0.2% (with a lower limit of ±0.2 mm) |
| Layer thickness | 0.1 mm |
| Minimum wall thickness | 1 – 3 mm depending on part dimensions |
| Minimum detail size | 0.5 mm |
| Interlocking or moving parts | No |
| Internal channels | Yes, but support structures may remain inside channels |
| Surface structure | Smooth surface with visible building layers; translucent with a slight blue tinge |