EXPERT INSIGHT
Scaling Additive Manufacturing: Illuminating Dark Assets with IIoT
Kyle Adriany, Director of Business Development, Materialise Software

For many leaders in additive manufacturing (AM), one of the biggest challenges is navigating the sea of diverse and disconnected assets in modern production environments. From traditional manufacturing equipment to the latest 3D printers, the cost of disconnected systems — both quantifiable and hidden — can hinder scalability, decrease operational efficiency, and compromise data security. For a majority of manufacturers (64%), the problem of data silos persists on the factory floor.1
In this article, we explore how integrating advanced manufacturing technologies can help businesses overcome these barriers, focusing on the strategic benefits for businesses of any size.
What are dark assets, and how can you connect them to your framework?
Today’s manufacturing leaders are operating within complex environments. Businesses require mixed-quality manufacturing, an environment where low-spec prototypes and production hardware tooling are built alongside high-spec critical components. This results in businesses using the same expensive hardware and resources in different areas of production. Furthermore, a greater number of traditional methods — CNC, stamping, and blasting — and AM production workflows are occurring under the same roof.
Advances in design for manufacturability (DFM) tools are bringing iterations, previously relegated to the new product introduction (NPI) process, into the production line to drive continuous improvement. All these factors can make the manufacturing process more challenging — and with greater complexity comes greater problems, especially if systems or equipment aren’t connected.
Dark assets are industrial machines that remain unconnected to the network, making them invisible to operations and business teams. Only 39% of manufacturing executives have successfully scaled data-driven use cases where machines were fully connected beyond a single product's production process.2
Many AM organizations begin with a lean approach to validate the possibility of bringing 3D printing in-house. However, as teams grow and additional equipment is acquired, relying on manual workflows, spreadsheets, and other disconnected tools becomes more challenging and unscalable.
7 key production inefficiencies caused by dark assets

Certain inefficiencies arise when production assets remain unconnected. Here are the seven most common inefficiencies and how they impact the AM process:
- More complex production processes
Without real-time machine data, detecting errors earlier in sensitive processes is much harder, impacting downstream production planning. This leads to wasted material and machine time on useless parts and builds.
- Fewer customizable products, increased failure rates, and higher costs
AM is often used for highly customized products. Without connected machines, errors in unique designs are more frequent, leading to increased failure rates and higher costs.
- Increased difficulty tracking materials and processes
Traceability is crucial, especially in regulated industries like aerospace and healthcare. Unconnected machines make it more difficult to track material properties, compromising regulatory compliance.
- Greater post-processing complexity
AM often requires additional post-processing, and unconnected machines can lead to scheduling breakdowns, creating artificial and unnecessary traffic jams on the shop floor.
- Lack of standardization
AM is constantly changing, leading to a lack of standardized protocols, which makes it harder to gather consistent data without machine connectivity.
- Build failures and frequent redesign cycles
Without connected systems, users cannot correct or stop faulty builds earlier, leading to more frequent iterations and higher operational costs.
- Prevents the implementation of a digital twin
A digital twin is a virtual replica of a physical system that enables real-time monitoring and optimization. Disconnected dark assets make implementing a digital twin impossible.
The journey to observability: 5 benefits machine connectivity unlocks in your 3D printers and AM processes

Connecting dark assets is vital for unlocking their potential. And manufacturers can gain valuable insights and improve overall operational performance by integrating them into an Industrial Internet of Things (IIoT) framework. For example, manufacturers that connect their equipment to an IIoT platform experience a 20% reduction in material waste due to improved monitoring capabilities.3 This enables AM manufacturers to enhance ROI, optimize machine usage, and establish a profitable operation.
Here are five reasons why you should aim to achieve observability in your production.
1. Machine connectivity improves efficiency, reduces downtime, and enhances quality assurance
Observability allows you to measure the internal states of a system by looking at its outputs. For manufacturers, this means gaining clear visibility into equipment performance, production metrics, and maintenance needs.
Better monitoring of equipment performance:
- Optimized process parameters
Observable real-time insights into machine performance allow operators to adjust parameters such as laser power, speed, and powder flow, leading to better quality parts and reduced defects.
- Rapid identification of issues
Immediate feedback on equipment health enables users to quickly identify anomalies, preventing prolonged issues that could disrupt the printing process.
Easier to track production metrics:
- Enhanced throughput
Analyzing metrics like print time and material usage allows manufacturers to identify inefficiencies in the printing process, enabling better scheduling and increased output.
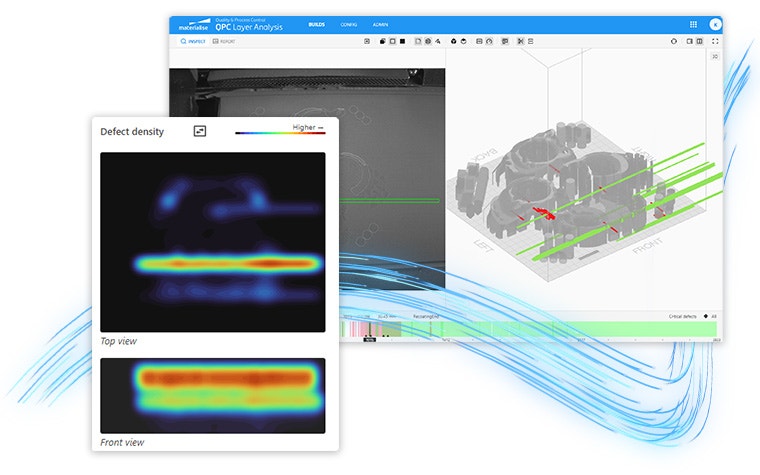
- Improved quality assurance
Continuous tracking of print quality metrics helps detect inconsistencies early, reducing scrap and rework.
More predictive maintenance needs:
- Minimized downtime
Predictive maintenance helps identify equipment failures before they occur, ensuring machines are ready for use while minimizing unplanned downtime.
- Cost efficiency
Maintaining equipment proactively leads to lower repair costs and fewer disruptions, resulting in more efficient operations.
As a result, observability improves operational efficiency, reduces downtime, and enhances quality assurance in your production.
2. Machine connectivity addresses the disconnected manufacturing landscape
Not all equipment is capable of being connected; it depends on whether the equipment maker has implemented IIoT capabilities into their device(s). Different stock-keeping units (SKUs) and their characteristics can result in contrasting degrees of connectivity, from basic data output interfaces to rich, bi-directional application programming interfaces (APIs). This is the reality — and it will only get more complicated as our industry transitions from the lab to the production line.
Customers consistently called on leading machine original equipment manufacturers (OEMs) to unify toward creating established standards, which is what CNC-makers experience. However, there is an unacknowledged problem with this copycat approach. AM is not CNC. AM grants opportunities for digitalization, automation, and distributed manufacturing that CNC is unlikely to reach.
AM and advanced manufacturing machine makers want to develop and monetize growing data-driven functionality in 3D printers. This includes remote service, maintenance, troubleshooting, live build compensation, queue management, job dispatch, edge build, and quality analysis. Such advanced capabilities are unique to each machine maker.
To make matters worse, machine OEMs have put basic connectivity functionality behind a paywall, requiring additional licenses to access machine data. The reason? To justify the extra development costs associated with this service.
So, how can we manage the added complexity of these different systems?
Prevention is better than cure — ensure you have a clear request for information (RFI) checklist by incorporating connectivity, interoperability, and observability requirements when shopping for AM equipment. And maintain a consistent approach by keeping interoperability in mind. Confirm that your target equipment makers have proven connections to the factory systems you rely on. This includes the manufacturing execution system (MES), material requirements planning (MRP), and quality management system (QMS) tools.
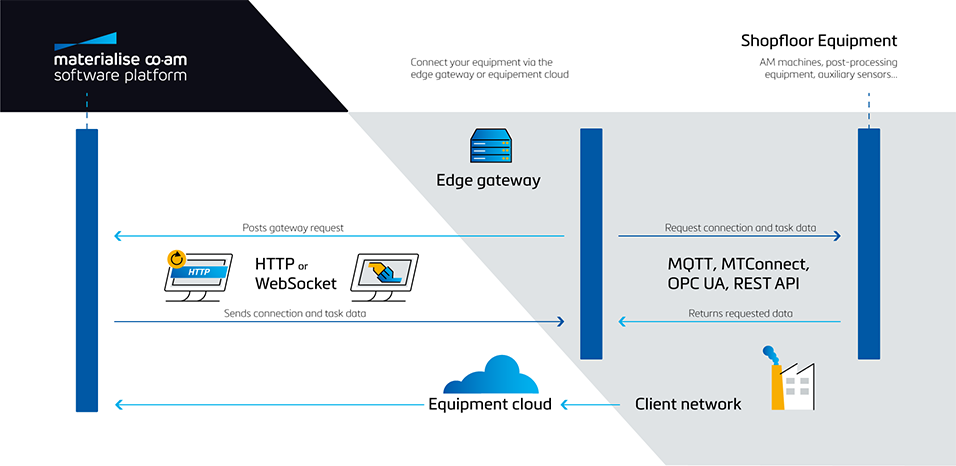
Remember: consolidation is key. The lack of out-of-the-box integrations between CNC, AM equipment, post-processing machines, and factory operating systems creates operational pain. However, leveraging hardware and middleware software solutions together can form a one-to-many platform, connecting multiple pieces of equipment and routing machine data to necessary business applications.
Avoiding point-to-point hardware-software integrations that must be individually maintained is essential for future scaling and allows IT maintenance to keep its budgets under control. Many small and mid-sized manufacturers grapple with managing a diverse set of tools, platforms, and systems that do not communicate seamlessly, so remember: consolidate, consolidate, consolidate.
Unify manufacturing platforms for strategic advantage
As shown above, the AM landscape and ecosystem are fragmented, but this also applies to a company’s individual production. One of the main challenges manufacturing leaders face is balancing the need for a flexible production environment while ensuring operational control and traceability.
Smart factory solutions, including IIoT and AI, are seen by 86% of manufacturing executives as the key drivers of competitiveness over the next five years.4 However, using a unified MES addresses these challenges, integrating disparate technologies across multiple sites while providing AI-powered insights that facilitate scalability and operational excellence.
Here are two key advantages of adopting end-to-end integration using a unified platform:
- Seamless integration: the MES leverages APIs to link existing systems, creating a harmonized workflow that adapts to future technological changes.
- Technology-neutral capabilities: the platform can work with any manufacturing or automation equipment, allowing businesses to leverage current assets while planning for future upgrades.
3. Machine connectivity as a catalyst for scalability via cloud-based automation
AI-driven workflows and cloud-based software provide an ideal environment for manufacturers looking to scale AM. Investments in digital manufacturing technologies are projected to grow by over 25% a year.5 A strategic factory management system allows companies to stay agile in a fast-evolving space by accommodating current technologies and future innovations.
For example, a mid-sized manufacturer in healthcare found their manual production workflows led to inconsistent quality and inefficiencies. However, by implementing a cloud-based MES alongside other software tools, they automated the design preparation, production, and quality inspection. As a result, they optimized traceability and compliance, reducing scrap by 15% and improving production throughput by 25%.
4. Machine connectivity strengthens distributed manufacturing and supply chain resilience
Whether you’re a buyer, managing an AM supply chain, or a supplier meeting the changing requirements of your largest customers, data observability means efficiency. Manufacturers who have adopted digital manufacturing practices have increased labor efficiency by 25% due to better workload distribution along with a 30% decrease in lead times.
Adopting production observability practices — and insisting that your supplier does the same — increases overall equipment effectiveness (OEE) and supply chain robustness. Not to mention, it incentivizes data-driven, insight-based decision-making rather than a responsive reaction to quality, price, and lead time disruptions.
5. Machine connectivity unlocks AI and machine learning applications
The common saying “Data is the new gold” has been transformed with enterprise AI applications. Now, the world has access to transformer models that can learn context and meaning by tracking relationships in sequential data.6 Businesses can use agentic systems capable of analyzing data and setting goals autonomously without supervision. These advanced tools are being used to address our most complex problems.7 With this in mind, it’s clear that data isn’t gold; it’s fuel.
Application-specific generative AI tools are being unleashed simultaneously to identify and resolve manufacturing problems across every category, from detection and quality control to supply chain load balancing. Unifying all these applications is a common fuel — data. Organizations that aren’t prioritizing digital transformation, IIoT connectivity, and data-driven decision-making systems will lose out in the AI-powered future.
In the near term, the data and observability gained by connected manufacturing equipment can help identify inefficiencies and provide actionable insights for continuous improvement. In the not-so-distant future, the data collected now will yield returns in the form of AI-powered agentic automation and decision-making.
Shine the light on dark assets, connect disparate equipment/systems, and fuel growth in your AM business

Scaling AM requires illuminating the dark assets that hinder production efficiency. By connecting machines to an IIoT framework, embracing cloud-based automation, and leveraging AI, manufacturers can achieve significant improvements in operational performance, quality, and scalability.
The Materialise CO-AM Software Platform incorporates AM Digital Factory Software such as Shopfloor Telemetry, which illuminates dark assets and streamlines end-to-end workflows while ensuring last-mile security. Your data tells a story: companies that embrace these advanced solutions are better equipped to thrive in the competitive landscape of modern manufacturing and maximize their AM ROI.
Share on:
You might also like
Never miss a story like this. Get curated content delivered straight to your inbox.