Material
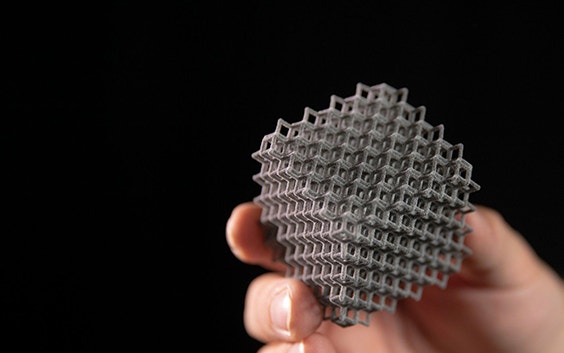
Ultrasint TPU 90A-01
Ultrasint TPU 90A-01, a thermoplastic polyurethane, combines durable elasticity with good wear and abrasion resistance, making it ideal for prototypes and end-use applications that require good shock absorption. Developed for Multi Jet Fusion printers, this fully functional material has high elongation at break, excellent surface quality, and offers a high level of detail.


Technical specifications
| Maximum part dimensions | 370 x 274 x 375 mm |
| Standard accuracy | ±0.9% (XY) up to ±1.8% (Z) with lower limits on ±1 mm (XY) up to ±1.5 mm (Z) |
| Layer thickness | 0.1 mm |
| Minimum wall thickness | 1 mm |
| Minimum detail size | 0.5 mm |
| Interlocking or moving parts | Yes |
| Internal channels | Yes |
| Surface structure | Grainy structure with stone-gray color |
Datasheet
| PARAMETER | VALUE | UNIT | METHOD |
| ASTM D2240 | 1.10 | g/cm³ | |
| DIN 53504 | 9 | MPa | |
| DIN EN ISO 527 | 85 | MPa | |
| DIN EN ISO 178 | 75 | MPa | |
| DIN EN ISO 179 (Notched, Charpy) | Partial break | kJ/m² | |
| DIN 53504 | 220 | % | |
| ASTM D2240 | 88 | Shore A |
Actual values may vary with build conditions and in relation to the part’s geometry and orientation.
Please get in touch with our team for more information and guidance.
Finishing degrees
The right finish can transform your print into a product. Explore the post-production finishes we offer for this material. If you have any questions or special requests, get in touch with us.
Normal
- Loose powder removed
- Sandblasted

Extra smooth
- Loose powder removed
- Sandblasted
- Parts are chemically smoothed by being placed in a chamber with a vaporized solvent
- This process mainly smooths the outside of your part; the inside may be less smooth
- As the polishing process removes material from your part, you should foresee a minimum wall thickness of 2 mm
- Thinner walls (1 mm) could deform and small surface details may disappear
- Edges will be rounded and your part will become less ’crisp’ once smoothed
- Parts need to be hung up for this process; holes in the design can be used or a hook which is cut away after smoothing
- As residue from the smoothing process can accumulate in sharp inside corners (i.e. bridging effect), we advise adding chamfers to all corners
- This finish is possible for parts with maximum dimensions of 360 x 274 x 375 mm

Color dyed
- Loose powder removed
- Sandblasted
- Parts color dyed by being submerged in a bath containing black pigment
- Due to the unique nature of the production process, e.g. in terms of parameters, build position, and light deflection, as well as differences caused by post-processing, color intensity may vary
- This finish is possible for parts with maximum dimensions of 150 x 150 x 150 mm

Spray paint A-side/2-side (dead matte, 10% gloss) Black
- Loose powder removed
- Sandblasted
- Dead matte paint (10% gloss) sprayed on the A-side/both sides. Painted according to RAL specifications

Train and learn
Get more from your next project with helpful resources dedicated to Ultrasint TPU 90A-01 and Multi Jet Fusion.