

CONSIGNES RELATIVES À LA CONCEPTION
PC-ISO
Épaisseur de paroi

En impression 3D, l'épaisseur de paroi se rapporte à la distance entre une surface de votre pièce et la surface opposée. Une pièce qui s'insère dans une boîte de 250 x 250 x 300 mm doit être conçue avec une épaisseur de paroi minimale de 1 mm. Les parois des pièces plus grandes doivent avoir une épaisseur d'au moins 1,2 mm.
Cependant, les parois trop épaisses ne sont pas non plus recommandées car elles utilisent plus de matériau que nécessaire et risquent de déformer la pièce. Si votre conception présente une épaisseur de paroi supérieure à 6 mm, nous remplissons l'épaisseur de paroi avec des structures éparses. Cela nous permet d'économiser du matériel et de minimiser les risques de déformation.
Qualité et orientation de la surface
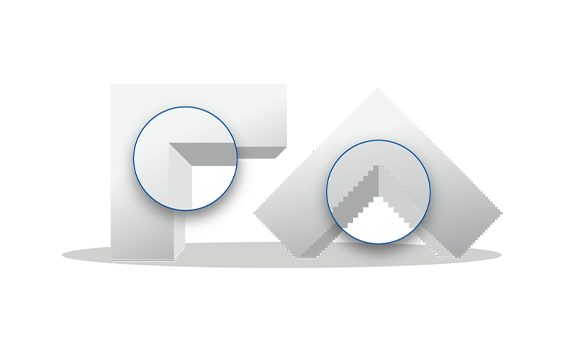
Beaucoup des caractéristiques de votre impression 3D dépendent du procédé de dépôt de fil fondu (FDM). Comme votre pièce sera imprimée couche par couche, l'orientation de l'impression influencera la qualité et la robustesse de sa surface. Dans l'illustration, vous pouvez voir deux pièces ayant la même forme mais construites avec des orientations différentes.
Le modèle imprimé horizontalement montre clairement l'effet « escalier » du processus d'impression. Sa surface sera similaire à celle d'une carte topographique. Si la pièce est imprimée verticalement, la qualité de la surface sera meilleure.
Pensez à la surface qui doit avoir la meilleure finition et choisissez l'orientation correspondante lors de l'impression.
Anisotropie
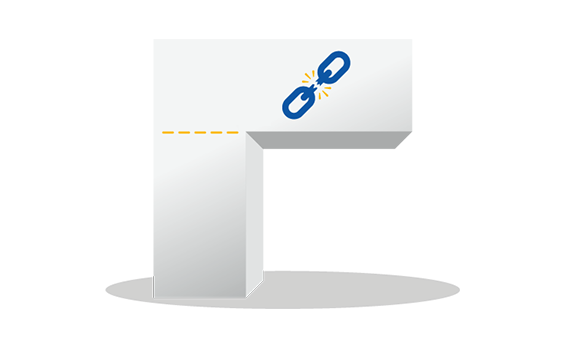
Comme votre pièce est construite couche par couche, elle aura toujours des « points fragiles » dus à son orientation d'impression. Ces points fragiles peuvent entraîner une rupture facile des éléments externes fins de votre conception. Par conséquent, évitez les motifs sur votre pièce qui sont parallèles à la base ou à la surface inférieure et qui nécessiteront une certaine force pour les soutenir.
Précision dimensionnelle

Le dépôt de fil fondu (FDM) est l'un des procédés d'impression 3D (pour les matières plastiques) qui offre la plus grande précision dimensionnelle. La précision dimensionnelle n'est pas relative au détail de votre pièce mais à l'écart par rapport à la taille nominale. La précision standard que nous offrons pour le PC-ISO est de 0,15 % avec une limite inférieure de ±0,2 mm.
Assistance
Le dépôt de fil fondu s'effectue sur une plate-forme de fabrication. Comme les pièces seront « construites dans le vide », elles doivent être fixées à la plate-forme de support pour éviter qu'elles ne s'affaissent. Cette fixation est appelée « support » et elle est nécessaire pour toutes les pièces fabriquées à l'aide de cette technologie.
En plus de maintenir la pièce en place, ce système permet également de construire des éléments en saillie. Une fois le processus de construction terminé, le support est retiré manuellement.
Support externe
Les pièces présentant des sections inférieures à 45° doivent être soutenues. Le support est nécessaire pour maintenir votre pièce en place et l'empêcher de s'affaisser pendant l'impression. Dans l'illustration, la partie inférieure de la pièce doit être soutenue car elle est inférieure à 45°. Le reste de la conception ne nécessite pas de support supplémentaire car il est plus large qu'un angle de 45°.
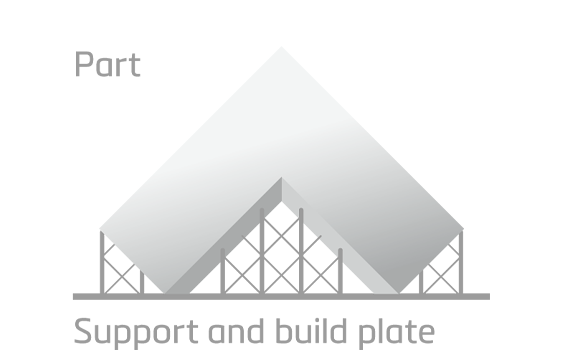
Support interne

La règle des 45° s'applique également à l'intérieur de votre pièce. Tout modèle présentant une section intérieure inférieure à 45° doit être soutenu. Dans l'illustration, le modèle du dessus doit être soutenu pour éviter qu'il ne s'affaisse pendant le processus d'impression.
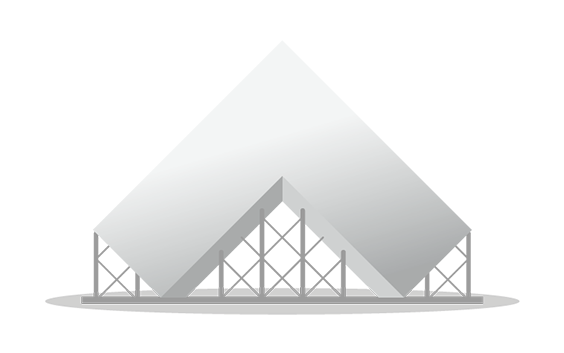
Règle des 45°

Cette illustration vous montre quand une pièce nécessite un support. La zone « autoportante » ou « sûre » ne nécessite aucun support pour imprimer la pièce. Pour la plupart des pièces, cette surface est comprise entre 135° et 45°. Lorsque vous concevez un objet que vous souhaitez imprimer en PC-ISO, gardez cette zone sûre à l'esprit si vous craignez que votre pièce nécessite un support pour être construite.
Pièces d'assemblage ou mobiles

Il n'est pas possible d'imprimer des pièces imbriquées et mobiles (par exemple, un roulement à billes) en Ultem 9085 car le matériau de support utilisé pour l'Ultem 9085 n'est pas soluble dans l'eau. En revanche, les matériaux ABS et PC-ABS utilisent des matériaux de support solubles.
Détails gravés et en relief
En général, les textes ou les détails gravés sont préférables aux textes ou aux détails en relief. Pour les textes gravés ou les détails de surface, nous recommandons que les lettres aient une épaisseur de trait minimale de 1 mm et une profondeur de 0,3 mm. Pour les textes en relief et les détails de surface, nous recommandons que les lettres aient une épaisseur de trait minimale de 2,5 mm et une profondeur d'au moins 0,5 mm.
Caractéristiques techniques
| Dimensions maximales des pièces | 914 x 610 x 914 mm |
| Précision standard | ± 0,15 % (avec limite inférieure à ± 0,2 mm) |
| Épaisseur des couches | 0,18 – 0,33 mm |
| Épaisseur minimale de la paroi | 1 mm |
| Taille minimale des détails | 0,5 mm |
| Pièces imbriquées ou mobiles | Non |
| Canaux internes | Non |
| Structure de la surface | Surface rugueuse avec couches visibles |